Как да изберем ножче за прободен трион
Прободният трион е измежду най-разпространените и често използвани електроинструменти във всяка дърводелска работилница – професионална или за напреднали домашни майстори. Освен за рязане по права линия, това е най-подходящият ръчен инструмент за рязане и по крива, както и за изрязване на различни по форма и големина отвори.
В зависимост от вида на триончето, което по-нататък ще наричаме ножче, съобразявайки се с наложилия се у нас технически термин, с прободния трион може да се режат различни по вид и твърдост материали: дърво и материали от дървесина, пластмаси, алуминий, стомана, включително неръждаема, строителни облицовъчни плочи и други. Има и ножчета с твърдосплавни зърна, подходящи за рязане на керамични плочки, стъкло и други материали.
При избора на ножче, освен вида на опашката, водещи критерии са материалът, който ще се реже, неговата дебелина, от което зависи дължината на ножчето, желаната скорост на рязане и качеството на ръба по линията на рязане, начина на рязане – праволинейно или криволинейно, и др.
Възможностите за рязане на едни или други материали, както и неговото качество, в решаваща степен зависят от материала, от който са изработени ножчетата, от нарязването, формата и заточването на техните зъби.
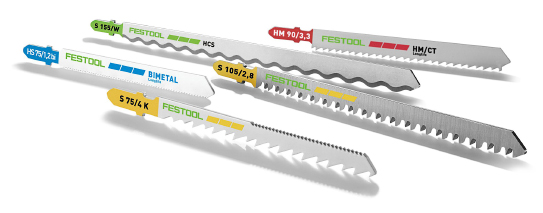
Голямото разнообразие от ножчета може да затрудни дори и хора с опит. Затова водещите производители ги разпределят по групи, според вида на материала, за чието рязане те са най-подходящи. Допълнително улеснение е цветната маркировка на ножчетата, която съответства на дадената група. Тя е нанесена върху опашката, което я предпазва от изтриване по време на рязането. Обичайно, на опаковката, с която ножчетата се предлагат, с пиктограми са посочени материалите, за чието рязане то е специално пригодено, посочени са още материала на ножчето, неговата дължина, включително работната, разстоянието между зъбите и др.
В електронния магазин на „Ташев-Галвинг“ ООД се предлагат над 200 модела ножчета за прободен трион, с общо обозначение „нож за зеге“, с реномираните марки Bosch, DeWALT, Makita, Milwaukee, Projahn, Festool, Black&Decker, HiKOKI, Wolfcraft, Stanley, и др. Изборът на оптималното за конкретната употреба ножче е силно улеснен чрез възможността за филтрирането им по марката на производителя, вид на рязания материал, наличност в магазините на „Ташев-Галвинг” и цена.
Ножчетата се предлагат в опаковки с различен брой. Предлагат се и комплекти с ножчета, подбрани за рязане на различни материали. Това е много добро решение за домашната работилница.

Как се избира подходящото ножче
Форма на опашката
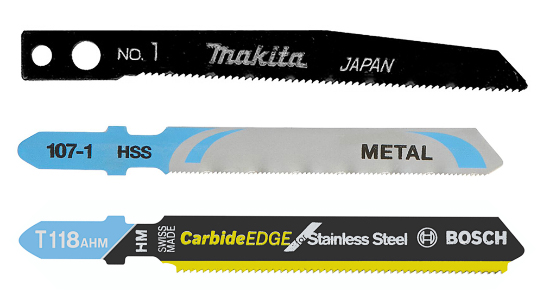
 Изборът на ножче започва с неговата съвместимост за работа с конкретен прободен трион. Според начина на захващане към него, ножчетата се делят на две основни групи в зависимост от формата на опашката им. Най-широко разпространени са ножчетата с Т-образна опашка. Преобладаващата част от съвременните прободни триони, имащи система за бързо и лесно закрепване на инструмента, известна като SDS, работят с такива ножчета.
Изборът на ножче започва с неговата съвместимост за работа с конкретен прободен трион. Според начина на захващане към него, ножчетата се делят на две основни групи в зависимост от формата на опашката им. Най-широко разпространени са ножчетата с Т-образна опашка. Преобладаващата част от съвременните прободни триони, имащи система за бързо и лесно закрепване на инструмента, известна като SDS, работят с такива ножчета.
Втората група ножчета имат U-образна форма на опашката. Те са доминирали пазара преди години. Днес се произвеждат в по-ограничени количества, защото не са подходящи за повечето от съвременните прободни триони със SDS система.
Повечето прободни триони са пригодени да работят с единия от двата типа ножчета. Има и такива, които може да работят и с двата.
Някои по-стари модели прободни триони имат силно опростен механизъм с подвижен фиксиращ елемент, в чийто прорез влиза опашката на ножчето. Закрепването става чрез завиване на два винта. Смяната става малко по-бавно, но за сметка на това този вид триони може да работят с всички видове ножчета, независимо от формата на опашката им.
Сред водещите производители изключение прави Makita, която освен ножчета с Т-образна форма, произвежда ножчета с опашка Makita, различна от другите.
Избор на ножче според вида на рязания материал
За дърво и дървесни материали
 Тези ножчета са най-често използваните и са предназначени за рязане на масивна, мека и твърда дървесина, шперплат, на плочи от дървесни частици или влакна, включително на ламинатни материали при високи и много високи изисквания за чисто рязане без нараняване на ръба по линията на рязане.
Тези ножчета са най-често използваните и са предназначени за рязане на масивна, мека и твърда дървесина, шперплат, на плочи от дървесни частици или влакна, включително на ламинатни материали при високи и много високи изисквания за чисто рязане без нараняване на ръба по линията на рязане.
Изработват се основно от въглеродна стомана (HCS) или са биметални (BiM).
В зависимост от материала на ножа, разстоянието между зъбите, начина на тяхното изработване и заточване, тази голяма група може да се раздели на особени подгрупи като:
• Универсални ножчета (HCS), които режат бързо и чисто дърво и дървесни материали.
• Ножчета за бързо, праволинейно рязане на дърво и ламинирани плочи (HCS). Имат голяма износоустойчивост.
• За чисто и прецизно рязане, съчетано с голяма износоустойчивост на ножа (BiM).
• Ножчета за прецизно, чисто рязане с минимално или без нащърбване на ръбовете на ламинирани плочи, примерно барплотове и др.
Изборът зависи и от начина на рязане – по права линия или криволинейно. Във втория случай широчината на ножчето трябва да бъде съобразена с диаметъра на отвора или радиуса на кривината. Водещ критерий е и твърдостта на рязания материал. От това зависи най-вече големината на зъбите и разстоянието между тях.
За рязането на ламинирани плочи, така че да се получи гладък ръб, ще стане дума по-нататък.
Универсални – за метал и дърво
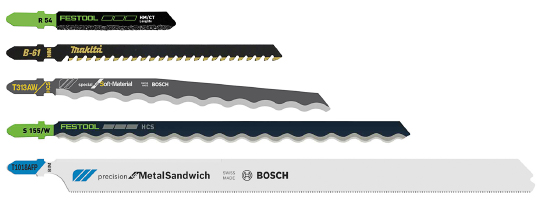
 Тази група съдържа универсални по възможностите си ножчета, позволяващи рязане на дървени материали с останали в тях метални предмети, примерно пирони. При някои модели водеща е способността им да режат метали.
Тази група съдържа универсални по възможностите си ножчета, позволяващи рязане на дървени материали с останали в тях метални предмети, примерно пирони. При някои модели водеща е способността им да режат метали.
Тези ножчета режат бързо и чисто. Ножчетата с твърдосплавни зъби (HM) се отличават с голяма дълготрайност. Биметалните ножчета (BiM) са по-универсални – освен дърво с пирони, може да режат също така стомана, цветни метали, пластмаси.
Има и обособена група универсални бързорежещи ножчета (BiM) с характерно, известно като „прогресивно назъбване“. При тях, от върха към опашката, големината на зъбите постепенно намалява. Подходящи са за рязане на метали, стомана и цветни, някои и за неръждаема стомана, изделия от фибростъкло и армирани пластмаси, ПВЦ, дърво и плочи от дървесни материали.
За метал
 Ножчетата от тази група, най-често биметални (BiM), са предназначени за рязане на стомана с дебелина, често до около 10 mm и цветни метали с дебелина до около 30 mm. Има ножчета, специализирани за рязане по крива линия. Групата съдържа също така ножчета, пригодени за рязане на топлоизолационни санвич-панели с обшивка от стоманена ламарина. Други са предназначени за рязане на плексиглас.
Ножчетата от тази група, най-често биметални (BiM), са предназначени за рязане на стомана с дебелина, често до около 10 mm и цветни метали с дебелина до около 30 mm. Има ножчета, специализирани за рязане по крива линия. Групата съдържа също така ножчета, пригодени за рязане на топлоизолационни санвич-панели с обшивка от стоманена ламарина. Други са предназначени за рязане на плексиглас.
За рязане на изделия от алуминий и цветни метали също има специално пригодени за целта ножчета. В наименованието си обичайно съдържат пояснението – Aluminium. Те са подходящи и за рязане на пластмаси.
Сред тясно специализираните попадат и ножчетата за рязане на неръждаема стомана, която е много твърд материал. Те имат изключително ситни твърдосплавни зъби (HM), а в наименованието им обичайно присъства обозначението INOX.
Добре е да се напомни, че при рязане на метали, охлаждането в зоната на рязане със специално за целта масло или тънко машинно, при домашни условия, значително удължава живота на ножчето.
За пластмаси
 Повечето пластмаси са сравнително мек материал и успешно се режат с ножчета за метал, както и някои ножчета за дърво. Има и ножчета, специално пригодени за рязане на такива материали – за праволинейно или криволинейно рязане.
Повечето пластмаси са сравнително мек материал и успешно се режат с ножчета за метал, както и някои ножчета за дърво. Има и ножчета, специално пригодени за рязане на такива материали – за праволинейно или криволинейно рязане.
За строителни материали
 Тази група обхваща ножчета, предназначени за рязане на широк спектър от материали, използвани в строителството. Ножчетата с посипка от твърдосплавни зърна са подходящи за рязане на керамични плочи, тухли, стъкло, армирани със стъкловлакна пластмасови изделия, чугун и др. Има и ножчета с посипка от диамантни зърна. В зависимост от едрината на зърната, ножчетата се делят на грубо и фино режещи.
Тази група обхваща ножчета, предназначени за рязане на широк спектър от материали, използвани в строителството. Ножчетата с посипка от твърдосплавни зърна са подходящи за рязане на керамични плочи, тухли, стъкло, армирани със стъкловлакна пластмасови изделия, чугун и др. Има и ножчета с посипка от диамантни зърна. В зависимост от едрината на зърната, ножчетата се делят на грубо и фино режещи.
Ножчетата с твърдосплавни зъби са предназначени за рязане на плочи на гипсова или циментова основа, както и на армирани със стъкловлакна материали от пластмаса.
Също така има и ножчета, най-често с вълнообразно острие, специализирани за рязане на плочи от стиропор, картон, кожа, гума и текстилни подови покрития.
Забележка: Конкретно, за праволинейно рязане на керамични и порцеланови облицовъчни плочи, бихме препоръчали да се използват специализираните за това инструменти с дискове с диамантна посипка. Колкото за изрязване на отвори, най-подходящият инструмент са специалните боркорони.
Други критерии при избора на подходящия нож
Материал
Според материала, от който са изработени, ножчетата може да бъдат групирани така:
• HCS (въглеродна стомана). Тези ножчета са подходящи за рязане на мека дървесина, плочи от дървесни влакна и меки пластмаси.
• HSS (бързорежеща инструментална стомана). Ножчетата са подходящи за рязане на твърди материали като стомана, алуминий, цветни метали.
• BiM (Bi-Metal). Биметалните ножчета са изработени от два метала (HCS и HSS). Представляват лист от пружинна стомана със заварени по ръба му зъби от бързорежеща инструментална стомана. Те са едновременно здрави и устойчиви на износване, постигат добра скорост на рязане. Поради това те са подходящи за рязане както на твърди, така и на меки материали, включително меки метали. Много подходящи са за ножчета, предназначени за рязане по крива линия.
• HM твърдосплавни ножчета с посипка. Вместо класическите зъби, по страничния им ръб са споени твърдосплавни зрънца, най-често от волфрамов карбид. Отличават се с висока износоустойчивост и издръжливост при продължителна работа. Подходящи са за рязане на керамика, стъкло, армирани със стъкловлакна пластмаси, гипскартон и плочи на циментова основа.
• HM ножчета с твърдосплавни зъби. Ножчетата са комбинация от лист стомана HCS с припоени към канта му зъби от твърдосплавен материал. Подходящи са за рязане на твърда дървесина и плочи от дървесни частици, твърди пластмаси, газобетон.
• HM с твърдосплавна назъбена лента. Към листа от стомана HCS е припоена назъбена лента от твърдосплавен материал.
Големина, наклон, форма и заточване на зъбите
Ножчетата имат различни по големина зъби, съответно различават се по броя на зъбите на сантиметър или инч, оттук и по разстоянието между върховете им. В зависимост от това ножчетата се делят на три групи – с едро, средно и фино назъбване. Едрото назъбване е характерно за ножчета, предназначени за рязане на мека дървесина. Режат агресивно и бързо при сравнително по-груб ръб на така получения кант. По-финото назъбване е характерно за ножчета, предназначени за прецизно рязане, както и за рязане на твърди материали, включително на метали.
Необходимо е да се има предвид, че колкото е по-мек материалът, толкова повече стърготини се отделят при рязането. Това, на свой ред, изисква и по-голямо разстояние между зъбите на ножа. То е необходимо за улесняване изхвърлянето на стърготините извън зоната на рязане. При ситни зъби стружките се изхвърлят частично, което може да затрудни и забави рязането, води до загряване на ножчето, дори може да блокира неговото движение.
 Най-често наклонът на зъбите е насочен към опашката. Поради това ножчето реже при движението си нагоре, а стърготините се отделят предимно върху повърхността на рязания предмет и могат да бъдат засмукани, когато прободният трион е свързан с прахосмукачка. При този начин на рязане с универсален нож и в зависимост от материала, ръбът по среза откъм горната страна би се получил по-груб, нащърбен, поради откъртени парченца от материала. Това е особено валидно за плочите от дървесни частици. Ако това е лицевата страна на детайла, нащърбването е крайно нежелателно. За намаляване на риска при такова рязане, детайлът може да се постави така, че лицевата повърхност да се намира отдолу.
Най-често наклонът на зъбите е насочен към опашката. Поради това ножчето реже при движението си нагоре, а стърготините се отделят предимно върху повърхността на рязания предмет и могат да бъдат засмукани, когато прободният трион е свързан с прахосмукачка. При този начин на рязане с универсален нож и в зависимост от материала, ръбът по среза откъм горната страна би се получил по-груб, нащърбен, поради откъртени парченца от материала. Това е особено валидно за плочите от дървесни частици. Ако това е лицевата страна на детайла, нащърбването е крайно нежелателно. За намаляване на риска при такова рязане, детайлът може да се постави така, че лицевата повърхност да се намира отдолу.
Алтернативно решение е използването на ножчета с наклонени надолу зъби. При рязане с такова ножче, машината трябва да се държи здраво и притиска към рязания материал, защото при рязането се получава откат – сили, които се стремят да повдигнат триона. Също така трябва да се реже при изключено пенделообразно движение на триона.
За ограничаване на вероятността от нащърбване по ръба редица производители предлагат към своите прободни триони, било в комплекта или отделно, специална подложка под основата на машината (предпазител), която притиска повърхността на плочата плътно по линията на рязане. Това възпрепятства откъртването на частички от материала по ръбовете, което е особено важно при рязане на ламинирани или фурнировани мебелни плочи.
 Има и ножчета с два участъка с противоположно насочени зъби. Така при един ход, примерно надолу, първо се врязват зъбите насочени нагоре, след което рязането продължават зъбите, насочени надолу. Този вид ножчета обичайно имат обозначението Laminate Clean. Тези ножчета режат чисто и в двете посоки на движение. Използват се предимно за прецизно рязане на ламинирани работни плотове, на фурнировани мебелни плочи и други чувствителни към качеството на рязане материали.
Има и ножчета с два участъка с противоположно насочени зъби. Така при един ход, примерно надолу, първо се врязват зъбите насочени нагоре, след което рязането продължават зъбите, насочени надолу. Този вид ножчета обичайно имат обозначението Laminate Clean. Тези ножчета режат чисто и в двете посоки на движение. Използват се предимно за прецизно рязане на ламинирани работни плотове, на фурнировани мебелни плочи и други чувствителни към качеството на рязане материали.
Най-прецизно и чисто рязане без увреждане на ръбовете и от двете страни на плочата се получава с ножчета от вида 2-Side Clean Geometry. Подобно на Laminate Clean, и тези имат по две групи зъби: от върха към опашката, първо насочени към опашката, след това посоката се сменя със зъби, наклонени към върха. Зъбите са заточени кръстосано, конично. Някои ножчета имат силно заострени върхове, получени чрез прецизно шлифоване. Тези ножчета са специално предназначени за рязане на ламинирани барплотове, каквито най-често се използват в кухни.
 Зъбите се оформят основно чрез фрезоване или шлифоване. За по-бързо рязане, подходящи са ножчетата с фрезовани зъби. За чисто и по-прецизно рязане, предпочитанията са на страната на ножчетата с шлифовани зъби.
Зъбите се оформят основно чрез фрезоване или шлифоване. За по-бързо рязане, подходящи са ножчетата с фрезовани зъби. За чисто и по-прецизно рязане, предпочитанията са на страната на ножчетата с шлифовани зъби.
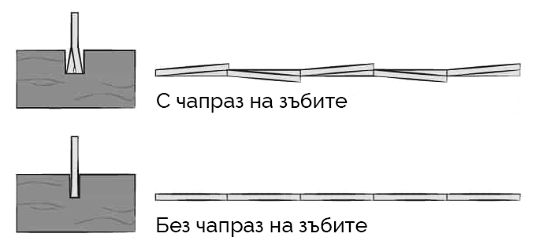
При ножчетата за рязане на дърво и плочи от дървесни материали, най-често зъбите на ножчето имат малък страничен наклон с редуваща се посока – вляво и вдясно. Така режещата част на ножа става по-широка от останалата. Съответно широчината на прореза е малко по-голяма от дебелината на триончето, поради което то може да се движи свободно, без триене и нагряване, реже по-лесно.
Това е познатият на всеки дърводелец чапраз. В съвременните продуктови описания, това понятие често е преведено като „кръстосани” зъби.

Тип A. Фрезовани зъби с прав режещ ръб. Чапразът на зъбите е класически – чрез редуващо се леко странично огъване вляво и вдясно. Ножчето реже сравнително грубо и бързо мека и твърда дървесина, алуминий, цветни метали и пластмаси.
Тип Б. Фрезовани зъби с прав режещ ръб. Чрез постепенно нарастващо, последвано от също така намаляващо огъване от едната към другата страна на ножчето, режещите им ръбове се подреждат във вълнообразна линия. Тези ножчета се отличават с фино рязане при право рязане на шперплат, мека стомана, алуминий, цветни метали, пластмаси.
Тип В. Кръстосано шлифовани зъби със заострени върхове. При тези ножчета свободното движение на ножчето в прореза е постигнато чрез скосяване под ъгъл на предната и задна страна на всеки зъб. Така се получават зъби със заострен връх. Заточването се извършва като се редува страната на зъбите – лява и дясна. В резултат на тази обработка, върховете на зъбите са разположени на две успоредни прави линии от двете страни на ножчето. Този тип ножчета са подходящи за прецизно, фино и чисто рязане на дърво и пластмаси.
Тип Г. Кръстосано шлифовани зъби със заострени върхове. Чапразът им е постигнат чрез редуващо се леко странично огъване на зъбите вляво и вдясно. Ножчетата са подходящи за чисто и бързо рязане на дърво и пластмаси.
Дебелина
Дебелината на ножчето се отразява благоприятно върху неговата експлоатационна дълготрайност. Същевременно по-дебелите ножчета режат по-бавно, защото отнемат повече от материала при рязане и съпротивлението на материала е по-голямо.
Широчина
Ножчетата с по-голяма широчина спомагат за по-стабилното и лесно, съответно по-точно, праволинейно водене на машината при рязане по права линия. От друга страна, колкото широчината на ножа е по-малка, толкова той е по-повратлив и може по-точно да следва кривината при рязане, особено при малък радиус.
Дължина
Дължината на ножчето се избира и според дебелината на рязания материал. При това трябва да се има предвид, че реалната работна дължина зависи и от системата за неговото закрепване. За ножчета с Т-образна опашка и дължина 115 mm, работната дължина е 90 mm.
Статията е подготвена от сп. „Направи сам“.
