Как се избира нож за саблен трион

Пълноценното и ефективно използване на възможностите на сабления трион зависят от правилния избор на подходящите за дадения материал ножове.
Стандартизираната 1/2-инчова универсална опашка (S-образна) на ножовете ги прави подходящи за огромен кръг от саблени триони на различни производители. Поради това изборът им е огромен.
Към момента „Ташев-Галвинг“ ООД предлага над 180 модела ножове за саблен трион, производство на водещи световни производители: Bosch, DeWALT, HiKOKI, Makita, Milwaukee, Stanley, REMS и др.
Това поражда възможност за оптимален избор според вида на рязания материал и други допълнителни изисквания, като качеството на рязане, например.
Повечето производители разпределят ножовете в няколко основни групи според вида на рязания материал:
• Дърво
• Дърво и метал
• Метал
• Минерални материали
• Пластмаса
• Специални приложения.
Освен поединично, ножовете се продават и в комплекти от ножове за различни материали.
За улесняване на избора, в електронния магазин на „Ташев-Галвинг“ ООД, ножовете за саблени триони са разпределени по-детайлно според вида на материала, така:
• Универсални (дърво, метал, пластмаса)
• Дървесина (мека и твърда)
• Дърво и метал (дъски с пирони, закалени винтове, болтове, стоманена ламарина, тръби, керемиди, дървен материал, замърсен с втвърден хоросан, цимент и др.)
• Дърво и пластмаса
• Метали (черни и цветни, неръждаема стомана, чугун)
• Строителни материали (газобетон, керамични блокове и тухли, цветни метали, подсилена пластмаса, PVC)
• Газобетон (блокове автоклавен клетъчен бетон YTONG и други марки, керамични блокове и тухли, плочи гипскартон и гипсфазер, шперплат и ПДЧ, метал, дърво и стъклопласти)
• Полистирол (пенопласт, полистирол)
• Вата (минерална и каменна вата, стиропор и други изолационни материали)
• Изолационни материали (влакнести материали от каменна и стъклена вата)
• Месо (замразено и незамразено).

Материал на ножа
 Според вида на материалите, от които са изработени, ножовете биват:
Според вида на материалите, от които са изработени, ножовете биват:
• HCS – въглеродна стомана. Тези ножове са най-изгодни в ценово отношение и намират широко приложение. Като материал те са сравнително най-меки, но и най-еластични в сравнение с останалите видове ножове. Това позволява по-силното им огъване, без да се повреждат. Износват се най-бързо. Подходящи са за рязане на мека дървесина (обработена и сурова, дърва за огрев), плочи от дървесни частици, плочи от дървесни влакна, меки пластмаси, гума. Бързо се изтъпяват при рязане на твърда дървесина, метали и други твърди материали.
• HSS – бързорежеща закалена инструментална стомана. На износване издържат близо петкратно повече в сравнение с ножовете HCS. Термичното закаляване ги прави по-малко еластични, което повишава вероятността от счупване при силно огъване. Подходящи са за рязане на материали от твърда дървесина, ламинирани плочи от дървесни частици, пластмаси, стомана, цветни метали и др.
• BiM (Bi-Metal) – биметални, изработени от два вида метали (HCS и HSS). Представляват лист от пружинна стомана със заварени по ръба му зъби от бързорежеща инструментална стомана. Те са едновременно здрави и близо 10-кратно по-устойчиви на износване в сравнение с ножовете HCS. С тях се постига и по-висока скорост на рязане. Преобладаващата част от ножовете за рязане на метали, използвани в професионалната сфера, са от този вид. Биметалните ножове се използват широко в строителството за рязане на използвани в строителството дървени материали с наличие в тях на стоманени пирони, в автоработилници и други за рязане на ламарина, при рязане на тръби, детайли от стъклопласти и епоксидни смоли, плочи от дървесни частици и др.
• HM – твърдосплавни ножове с посипка. Вместо класическите зъби, по режещия им ръб са споени твърдосплавни зрънца, най-често от волфрамов карбид. Отличават се с висока износоустойчивост и издръжливост при продължителна работа. Според някои автори износоустойчивостта им е около 50 пъти по-голяма в сравнение с обикновените биметални ножове. Подходящи са за рязане на чугунени тръби, керамика, мрамор, армирани със стъкловлакна пластмаси, гипскартон, гипсфазер, плочи на циментова основа (Aquapanel).
• HW – ножове с твърдосплавни зъби, най-често от волфрамов или титанов карбид. Ножовете са комбинация от лист стомана HCS с припоени към режещия кант зъби от твърдосплавен материал. Износоустойчивостта им надхвърля 20 пъти обикновените биметални ножове. Подходящи са за рязане на изделия от стомана, включително легирана и неръждаема, от чугун, също така на керамични тухли и блокове, газобетон, плочи гипскартон и гипсфазер, плочи на циментова основа (Aquapanel), керамични блокове за зидане, материали от стъклопласти и епоксидни смоли, както и на други абразивни материали.
Дължина на ножа
Обичайната дължина на ножовете е в диапазона 80-300 mm. Стандартни дължини са 100, 150, 225 и 500 mm, а най-често продаваните са с дължини 150 mm и 225 mm. С тях и рязането се контролира най-лесно и сигурно. Ножовете с дължина около 300 mm се използват често за рязане на клони и стъбла в градината, както и за индустриални цели.
За рязане на по-малки предмети, стоманени тръби и профили от ламарина, ножът с дължина 150 mm е подходящ избор, понеже малката дължина го прави по-устойчив, което е предимство при рязане по права линия. Ножовете с тази дължина също така прекрасно режат дърво и изделия от пластмаса.
Дължината на ножа определя и максималната дебелина на рязане. Минималната дължина на ножа се определя от дебелината на рязания предмет плюс 80 mm, което разстояние включва дължината на хода при неговото движение и разстоянието за захващане на опашката на ножа към движещия го прът.
„Ташев-Галвинг“ ООД предлага обширна палитра от ножове за саблени триони, която обхваща дължини от 70 mm до 528 mm. Най-късите са за рязане на пенопласти, неръждаема стомана, а най-дългите – за рязане на керамични блокове и блогове газобетон, използвани за зидане.
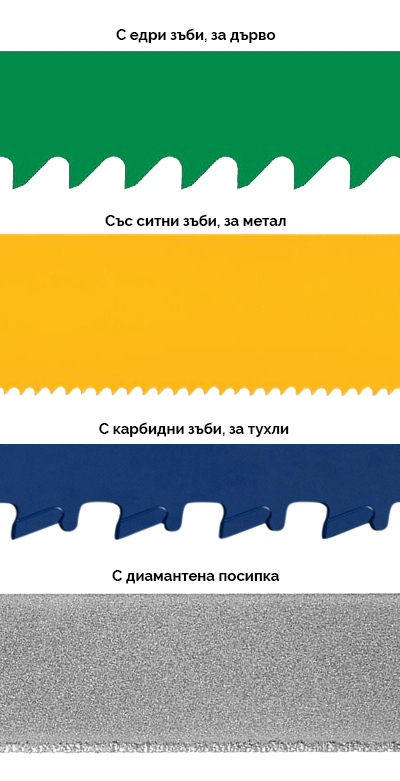
Назъбване на ножовете
Ножовете се различават по едрината, т.е. броя зъби в 1 cm или 1 инч (TPI), което определя и разстоянието между върховете им. Различават се също по тяхната форма, заточване или фрезоване, чапраз чрез огъване или шлифоване, последователно подреждане по продължение на острието, включително с разлика във височината и т.н.
Има и ножове без зъби – с посипка от твърдосплавни, включително диамантени зърна, по режещия ръб.
Общо казано преобладаващата част от ножовете имат брой на зъбите (TPI) от 3 до 18. Ножовете за рязане на дърво обичайно имат TPI 3-6, за дърво с метали (пирони) – 5-14, а за рязане на метали – 8-18.
По принцип ножовете със ситни зъби са подходящи за рязане на тънки и тънкостенни материали. Финото назъбване осигурява прецизно рязане, без разкъсвания на материала и грапавост по линията на рязане. Ножовете с едри зъби са подходящи за рязане на меки материали като дърво, пластмаси, меки метали и други, още повече, когато бързината на рязане е от съществено значение. Специално при рязане на дърво, ножовете с едри зъби режат бързо, но същевременно и по-грубо. Като цяло може да се каже, че дебелостенните профили могат да се режат с ножове с по-малък брой зъби. За тънкостенни материали е по-добре да се използват ножове с голям брой зъби.
Някои източници препоръчват следното разстояние между зъбите в зависимост от дебелината на рязания материал.
Правилото гласи, че при рязането поне 3 зъба на ножа трябва да бъдат в контакт с материала. Това намалява вероятността от задиране на триончето в прореза, спомага за равномерното, гладко рязане, както и улеснява контрола върху машината и работата с нея.
Форма на ножа
Ножовете за саблени триони се различават също и по формата, широчината и дебелината на листа, които са съобразени със спецификата при рязане на различни по вид и форма материали.
Универсален нож
Както подсказва наименованието, тази форма на листа на ножа, с успоредни горна, гладка и долна, режеща страна, имат универсално и поради това най-широко приложение. Еднаквата широчина на листа, гарантира стабилност на ножа, което улеснява рязането по права линия при различни материали.
Скосен нож
Ножовете със скосен към върха лист са особено подходящи за рязане на дърво. Благодарение на заострения си връх ножът позволява врязване в материала, чрез неговото пробиване. Тясната част на ножа реже при по-малко съпротивление на дървесината, позволява и криволинейно рязане.
Тесен нож
Поради силно намалената си широчина, ножът е специално създаден за рязане по крива линия. Колкото широчината на листа е по-малка, толкова по-малък е радиусът на кривината на рязане
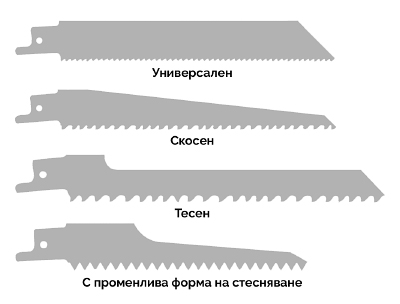
Нож с променлива форма на стесняване
Този нож съчетава качествата на универсалния и стеснения ножове. След около една трета от дължината му, широчината на листа намалява – първоначално рязко, а след това плавно до самия връх. Тази му специфична форма го прави подходящ, както за праволинейно, така и за криволинейно рязане на меки материали, като облицовъчни плочи от гипсокартон, например.
Дебелина на ножа
Обичайните дебелини на ножовете са:
• 0,9 mm – за нормално натоварване
• 1-1,1 mm – за средно натоварване
• 1,25-1,3 mm – при тежко натоварване
• 1,6 mm – при свръхвисоко натоварващи приложения
Най-често се използват ножове с дебелина 0,9 mm. Те са и най-евтини. По-дебелите ножове са по-здрави и устойчиви на огъване и вибрации и позволяват по-голям натиск върху машината при рязане. Ножовете с дебелина 1,3-1,6 mm са подходящи също при спасителни дейности, налагащи бързо рязане на дървени конструкции с дебели пирони, разрязване на катастрофирали превозни средства и т.н.
Честота на движение на ножа
Честотата на движение на ножа се задава в зависимост от рязания материал. Нейният избор е въпрос на компромис между скоростта на рязане и по-дълготрайното съхраняване на режещата способност на ножа.
Препоръчителната честота на движение на ножа при рязане на различни видове материали е посочена в „Как се избира саблен трион“.
Или накратко:
• Стомана с якост на опън под 600 MPa – 500 хода/мин
• Стомана с якост на опън 600-800 MPa – 1500 хода/мин
• Стомана с якост на опън над 800 MPa – 2000 хода/мин
• Цветни метали – мед, олово, алуминий и др. – 1500 хода/мин
• Изделия от пластмаса, плексиглас – 500 хода/мин
• Дърво – 2000-3000 хода/мин.
При стоманата с нарастване на якостта на опън, нараства и твърдостта на материала.
За намаляване на износването и неколкократно удължаване живота на ножа се препоръчва използване на смазваща и охлаждаща течност – специално масло при рязане на стомана и цветни метали, терпентин, при рязане на алуминий. При рязане на пластмаси се използва вода за охлаждане.

Статията е подготвена от сп. "Направи сам".
