Нитови съединения

Занитването е метод за неразглобяемо съединяване на детайли и материали с помощта на метални нитове. Най-често това са детайли с плоска форма – листове или ламарина. Нитовете биват плътни и попнитове или слепи нитове, както още са известни. Разновидност на попнитовете, според начина им на закрепване, са нитовете-гайки, които позволяват създаване на разглобяеми резбови съединения при материали, чиято дебелина не позволява нарязване на резба в тях. Има и кухи нитове, които се използват и за декоративни цели при изделия от тъкани, кожа и др.
По принцип съединяването става, като нитът се вкарва в съосно пробити в двата детайла отвори с еднакъв диаметър, докато главата му плътно опре. След това, според вида му, с чук или преса при плътните нитове, или специален инструмент – клещи, при попнитовете и нитовете-гайки, той се деформира пластично, при което притиска силно и дълготрайно детайлите един към друг. Така се създава неразглобяемо свързване между тях или разглобяемо, при използване на нитове-гайки.
Съединения с плътни нитове
Съединенията с плътни нитове са известни и широко се прилагат от зората на появата на металните конструкции. Използват се за неразглобяемо съединяване на детайли и елементи от листови материали в промишлени инсталации, кранови и мостови конструкции, от котлостроенето до казаните за варене на ракия и домакински съдове за готвене. С нитове се закрепват и накладките при барабанни спирачки на по-стари автомобили. Изпълнените чрез занитване съединения са устойчиви на натоварване, някои осигуряват и необходимата плътност при съдове, работещи под високо налягане. Изработват се от нисковъглеродна стомана, а при отговорни и силно натоварени конструкции – от нисколегирана стомана. Има също така нитове от алуминий, мед и месинг.

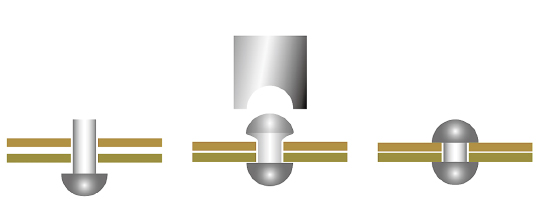
Нитовете се различават и по формата на главата си – полукръгла, полускрита, конусна, скрита, плоска и др. В зависимост от формата на главата, занитването става с помощта на чук и специални инструменти – нитовъчна опора и главичар, с който се оформя главата в края на нита. Има и специален инструмент (чеканка), с който се постига необходимата плътност на съединението.
Студеното занитване се прилага при нитове с диаметър до 10 mm. Нитовете с по-голям диаметър се закрепват чрез горещо нитоване – загряването им до червено.
Занитването с плътни нитове се използва най-вече при силно натоварени отговорни съединения, подложени на постоянни вибрации.
„Ташев-Галвинг“ ООД предлага гама от плътни стоманени нитове с обла глава с марката Reca с диаметър от 2 до 8 mm и дължини от 6 до 60 mm.
Съединения с попнитове
 Занитването с попнитове намира много широко приложение в индустриалното производство, в занаятчийски производствени и ремонтни дейности, също и в домашната работилница. С тях се работи изключително лесно, бързо и безопасно. Този метод има и изключителното предимство, че позволява занитване, без да е необходим достъп откъм срещуположната страна на мястото на занитване.
Занитването с попнитове намира много широко приложение в индустриалното производство, в занаятчийски производствени и ремонтни дейности, също и в домашната работилница. С тях се работи изключително лесно, бързо и безопасно. Този метод има и изключителното предимство, че позволява занитване, без да е необходим достъп откъм срещуположната страна на мястото на занитване.
Попнитовете се състоят от две части. Същинският нит представлява кухо цилиндрично метално тяло с плоска глава в единия край. През него е прокарано тънко стоманено стъбло (наричано и дорник), наподобяващо пирон, с полусферична глава, която плътно опира в челото на нита. В непосредствена близост (около 2 mm) до главата стъблото е двустранно прищипано, което намалява дебелината му. Така се създава зоната за неговото прекъсване при занитване.
Занитването се извършва с помощта на специални клещи. Нитът се вкарва през пробит в съединяваните детайли съосен отвор, докато главата му опре плътно. Отворът се пробива с диаметър с 0,1 mm по-голям от диаметъра на нита. След това стъблото на нита се захваща с клещите за занитване и чрез неколкократно притискане на подвижното рамо към неподвижното, се извършва занитването. При това клещите издърпват стъблото, при което неговата глава навлиза в тялото на нита като го раздува докато опре в занитвания детайл. Така двата детайла биват силно и плътно притиснати един към друг. Щом силата на изтегляне достигне определена пределна стойност, стъблото се прекъсва в отслабената зона, като главата остава трайно в деформирания край на нита и се превръща в застопоряваща глава. С това занитването е завършено и съединяваните детайли остават плътно, силно притиснати един към друг. Съединението е неразглобяемо, освен ако не бъде механично разрушено.
Премахването на нита може да стане след внимателно престъргване на главата му със свредло за метал.
„Ташев-Галвинг“ ООД предлага богата гама от над 130 вида попнитове на Novus, K&J Fastener, Inox Mare, Hisener и Bralo.
Според материала, от който са произведени, попнитовете биват алуминиеви, стоманени, включително от неръждаема стомана и медни. Освен от съображения за механична здравина, изборът на материала на попнита е препоръчително да бъде съобразен със занитваните материали, защото при наличие на влага би могло да възникне електрохимична корозия между тях. Иначе казано алуминиевите попнитове са най-подходящи за занитване на материали от алуминий и цветни метали, нитовете от неръждаема стомана – за материали от неръждаема стомана и т.н.
Най-често използвани са попнитовете от алуминий. Те се използват за съединяване на листове и други материали от цветни метали, пластмаси, леки материали, кожа и други, които не са подложени на голяма натоварване. Деформират се по-лесно и съответно за занитването им се изисква по-малко усилие.
Алуминиевите попнитове на Novus (с означение A) са с диаметри 2,4, 3, 4 и 5 mm. В зависимост от диаметъра дължините им са от 6 до 12 mm.
Стоманените попнитове на Novus са два размера – с диаметър 3 и 4 mm. Обозначенията им са съответно S3 и S4. Предлагат се с две дължини – 10 и 12 mm. Предназначени са за свързване на детайли от стомана.
Попнитовете от мед се използват, когато съединението трябва да бъде електропроводимо. Такива са попнитовете на Novus C4 – 4х6 mm, 4х10 и 4х12 mm.
Алуминиевите попнитове K&J Fastener се предлагат в две разновидности – със стандартна и уголемена глава (с по-голям диаметър). Увеличената площ на главата спомага за намаляване на натиска върху материала.
Попнитовете с марката Inox Mare са от неръждаема стомана. Диаметърът им е 3, 4 и 5 mm.
Диаметърът на попнита се подбира според дебелината на материалите и натоварването на така свързаните детайли. Дължината се подбира според тяхната сумарна дебелина.
При по-къс от необходимото нит не може да се оформи достатъчно голяма застопоряваща глава и той лесно може да се изскубне. Когато е прекалено дълъг, краят му може да се изкриви, а съединението да не стане достатъчно плътно и здраво.
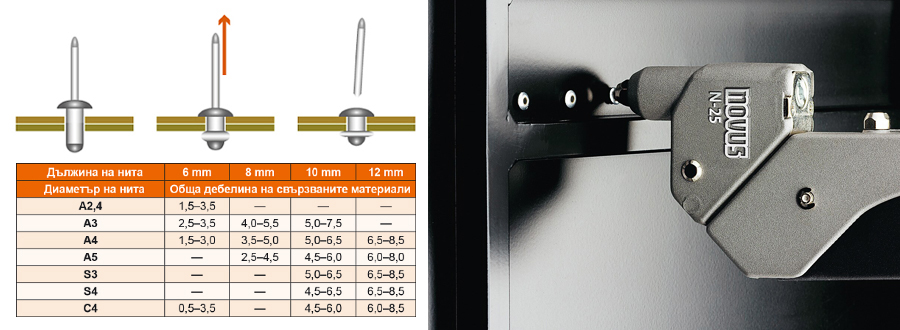
Таблицата тук е достатъчно информативна. От нея е видно, че с алуминиеви попнитове с диаметър от 2,4 до 5 mm може да се съединяват листови материали със сумарна дебелина от 1,5 до 8 mm.
При стоманените нитове диапазонът от дебелини е от 4,5 до 8,5 mm, при медните – от 0,5 до 8,5 mm. Данните са от Novus, ала биха могли да се използват и за аналогични по вид и размери попнитове на други производители.
Нитове-гайки
 Освен неразглобяеми съединения, методът за закрепване на попнитовете позволява създаване и на разглобяеми винтови съединения. За целта чрез занитване се монтират специалните нитове-гайки. Това се прави, когато дебелината на детайла, към който става закрепването, не позволява нарязване на резба с необходимата дължина.
Освен неразглобяеми съединения, методът за закрепване на попнитовете позволява създаване и на разглобяеми винтови съединения. За целта чрез занитване се монтират специалните нитове-гайки. Това се прави, когато дебелината на детайла, към който става закрепването, не позволява нарязване на резба с необходимата дължина.
Нитовете-гайки от алуминий са използват при цветни метали, пластмаси и леки материали. Стоманените са подходящи за закрепване към изделия от стомана.
„Ташев-Галвинг“ ООД предлага нитове-гайки с марките:
– Novus. Те са два вида – алуминиеви (A) и стоманени (S) с вътрешна резба M4, M5 и M6. Алуминиевите са означени така: A6M4, A7M5 и A9M6, като първата цифра показва външния диаметър на нита-гайка. Аналогично стоманените нитове-гайки имат обозначения S6M4, S7M5 и S9M6 със същото значение.
– K&J Fastener. Нитове-гайки с резба М3, М4, М5, М6, М8 и М10.
– Inox Mare. Нит-гайки от неръждаема стомана А2 с вътрешна резба М4, М5, М6, М8 и М10.
– Fervi. Комплект алуминиеви нит-гайки с вътрешна резба М4, М5, М6, М8 и М10.
Диаметърът на нита-гайка и неговата дължина се подбира според дебелина на материала, към който се занитва. Това е посочено за нитовете-гайка на Novus в таблицата.
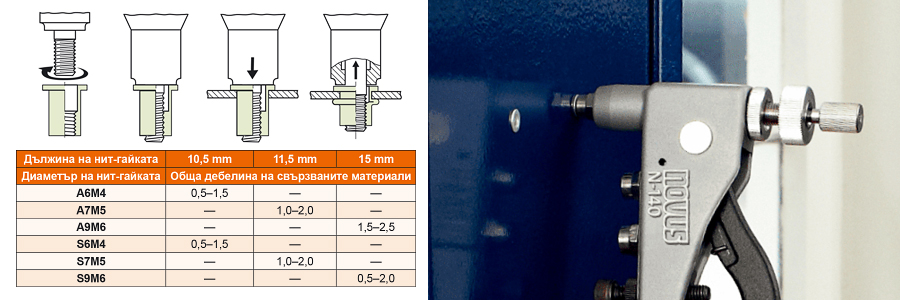
Отворът за нита-гайка се пробива с диаметър по-голям с 0,1 mm от неговия. Самото занитване се извършва със специални клещи. Процесът е аналогичен като при занитване на обикновените нитове, с тази разлика, че изтеглянето на нита става с дорник, върху чийто край с резба е навит нитът.
Статията е подготвена от сп. "Направи сам".
